What’s the difference between a torque-to-yield bolt and a torque-angle bolt? I see these bolts used with newer engines. Are they the same thing? I’ve also heard that you’re not supposed to reuse these bolts. Is that true? Thanks
D.T.
Jeff Smith: First and most importantly, let’s distinguish between what we’re talking about. Your first reference is to a torque-to-yield bolt. Your second reference is to torque-angle, which is not a bolt but a procedure used for tightening a fastener. So the first is a fastener, the second is a process. What’s confusing is that TTY fasteners are very often tightened using the torque-angle method. Let’s get into the details on torqueing fasteners and the critical differences involved with each. This is important stuff to know if you work on newer engines that use different torque procedures and unique fasteners.
Let’s start by looking at what we are trying to accomplish by tightening a fastener. Obviously, we have two components we are attempting to join – like a cylinder head to a block or a rod cap on a connecting rod. The time-honored approach has been to use a torque wrench to accurately establish a pre-determined load. Let’s use the example of tightening a head bolt. The amount of torque applied to the fastener is proportional to how much load we want to apply to the head gasket to ensure that it seals. The amount of torque applied to the head bolt accomplishes two things. First, it overcomes friction between the threads in the block and the bolt as well as friction between the cylinder head the underside of the bolt head. Secondly, the torque stretches the fastener slightly to establish and maintain the desired clamp load on the gasket.
When tightening the fastener, the amount of friction created depends on multiple factors. Lubrication, like engine oil, applied to the threads and underneath the bolt head drastically decreases the amount of friction created compared to dry components. Using a moly lubricant can drastically change this value as well. The engineers at Automotive Racing Products (ARP) have found that when using engine oil, the amount of friction changes as the fastener is torqued through several cycles.
It’s critical to understand that only 10 to 15 percent of torque applied to a bolt is used to create the expected clamp load. The rest (roughly 85 percent) is required to overcome friction. This is a shocking percentage. In real world terms, if a head bolt needs 65 ft.-lbs. of torque to apply the proper load to the head gasket, then only 10 ft.-lbs. is really needed to pre-load the bolt. The rest (55 ft.-lbs.) is used to overcome friction. What this really points out is that using different lubricants will cause uncontrolled variables when attempting to create a stable load – which is counter-productive. If there was a way to eliminate friction, we’d only need to torque head bolts to 10 ft.-lbs. and the head gasket would seal no problem. That should get your attention.
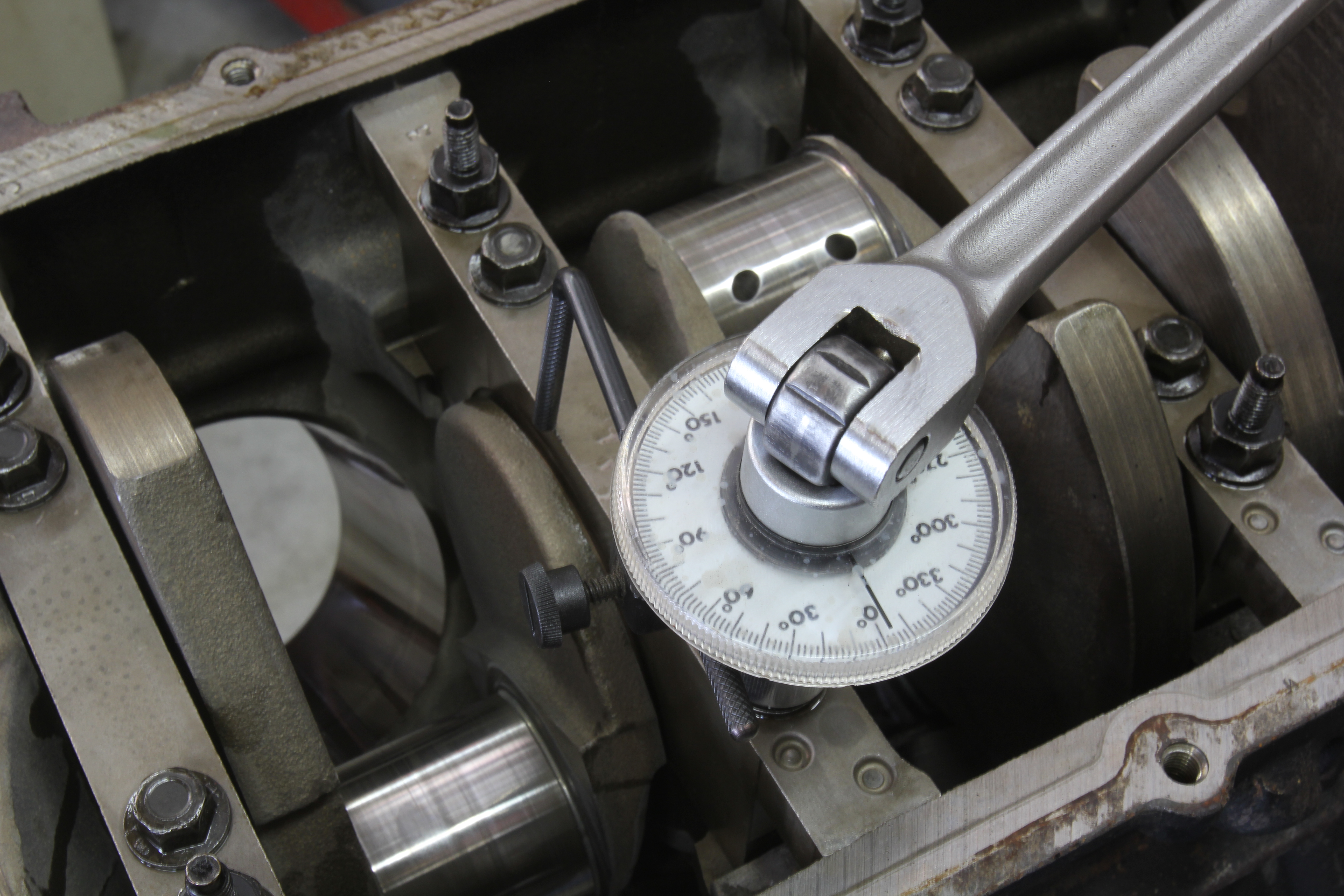
This is a torque-angle gauge used on an iron block 6.0L engine. Once the initial torque spec is achieved, the fastener is then tightened to a specified angle like 60 or 80 degrees. In this case, the initial torque is 15 ft-lbs followed by an 80 degree turn of the breaker bar.
The desired bolt pre-load is very important and is a value created by the bolt manufacturer. For any bolt, the combination of the strength of its material, diameter, thread, and length all play important roles in establishing the proper fastener stretch. This desired stretch is the amount of pre-load that the bolt is designed to accommodate and still return to its original length without compromising its strength. You can think of a bolt like a spring. As long as you don’t over-stretch the spring, it will always return to its original shape. If the bolt is over-torqued and stretched beyond its limit, this exceeds its yield strength which means it can no longer maintain the needed clamp load and must be replaced.
One way to overcome the huge variable of friction when tightening fasteners like head bolts is to use a technique called torque angle. This differs from applying a simple torque. In torque angle, the first step is to establish an accurate starting point by applying a light torque to the bolt. With an LS engine inboard main cap bolt, for example, the first step is to torque each bolt to 15 ft.-lbs. At this low level, friction is not a major factor so the error induced by different lubes is minimal.
The second step is to use a torque-angle gauge that employs a small arm connected to a gauge stop. With the stop resting against a solid portion of the engine so it won’t move, the dial that can then be easily set at 0 degrees. Finally, using a breaker bar, the bolt is tightened, which moves the dial to the specified angle – hence the term torque-angle. In the case of the LS main cap bolt, with a preload of 15 ft.-lbs., the torque-angle for the inner bolt is 80 degrees. The number of degrees establishes the clamp load by ignoring the actual torque required to overcome friction.
So torque-angle is not affected by the amount of friction created by the under-head bolt thread friction. Of course, if you change fasteners like converting to ARP bolts, then that torque angle spec cannot be used since the ARP’s fasteners are made from a much stronger steel. ARP supplies a specific torque to use instead while also specifying its own ARP Ultra-Torque thread lubricant. Using this lubricant creates a much more accurate and repeatable amount of friction. This creates a much more accurate clamp load.
Another variable that directly affects normal torque values is accuracy of the torque wrench. It’s typical for a torque wrench to only be most accurate in one particular torque range. This is exactly how a torque wrench is calibrated. It’s easy to see how big problems could be created by a wrench that under-torques fasteners by perhaps 8 to 10 ft.-lbs. when the spec calls for 65 ft.-lbs.
Torque-to-yield (TTY) fasteners are a completely different style of fastener that have come into vogue with 21st Century engines. These fasteners are commonly torqued into place using a torque-angle method, but that’s where the similarities end. TTY fasteners are designed to stretch to a certain yield point and not exceed this clamp load limit. This tends to stabilize the load for a head gasket, as an example, when the engine is both cold and then as it warms up – especially it the engine is all aluminum where material growth is a concern.

This graph from Federal-Mogul illustrates why TTY fasteners can be far more efficient and apply better load than normal fasteners if employed properly. We do not know of any way to identify a TTY fastener by looking at it.
However, this potentially more consistent clamp load comes at a price since TTY bolts are designed for one-time use only. GM LS engine head bolts, for example, are TTY fasteners that can only be used once. If the heads are removed, new bolts should be used to ensure proper load.
So the point of all this besides educating you on fasteners, is that any bolt can be tightened with a torque-angle specification, but that does not mean that it necessarily is a TTY bolt. You should also not assume that a TTY fastener will always be torqued with the torque-angle method. Engines have become far more sophisticated in the 21st Century and that includes how they are assembled. The simple torque spec is not dead, but there are various ways to establish load that can be far more accurate.
The graph at the end of this article and the reason for using TTY fasteners is wrong I’m afraid.
When tightening a bolt, overcoming the friction at the threads causes torsional stresses through the bolt (the top twists more than the bottom) and so only the axial stress (tensile) of the bolt applies a clamping force. This is normally in the region of 2/3 axial stress and 1/3 torsional stress.
So on the graph it states that torquing a bolt to its yield point will ensure the same camping force regardless of the thread friction. However, in the higher friction bolt, the stress throughout will be the same but a larger portion of that stress will torsional stress due to the high friction meaning a lower clamping force. In the low friction example, the clamping force would be higher and torsional stress lower.
A TTY fastener is actually employed because, once in its plastic region of deformation, its stiffness/Young’s modulus is much lower, raising the ratio of the compressed parts stiffness to the fastener stiffness. This results in the fastener seeing only a very small increase in force when load is applied such as combustion force on a head or inertia force of a con-rod and piston.
Also on a cylinder head bolt, when the gasket relaxes over time, being in the plastic region of the fastener means that a slight reduction of its stretched length due to gasket relaxation means only a very small drop in clamping force compared to what the drop would be if it was in its elastic region.
When the bolt sees a “slight reduction of its stretched length” it will see a drop in clamp along the elastic modulus.
It will loose clamp / strain at the same rate whether it was yielded or not.
Also shouldn’t the whole graph be linear? Even with changing stiffness, the relationship between torque and preload should remain the same.
Also I feel like saying 2/3 is axial stress is misrepresentative because while it is true, the shear plays a larger role in the normal stress, which is what yields the bolt.
For all practical purposes, in the plastic region, stress remains constant (flat on this chart) with changes in strain.
Can I use regular bolt in place of a tty bolt on parts like suspension and do away with them
A lot of people are actually confused about this. Even I myself cannot explain this in the simplest form. Thanks for this! This is closest understandable explanation.
This is the closest I’ve come to understanding this situation with the TTY bolts so thank you for your explanation.
If I use a sharpie to mark the factory-torqued location of a bolt, say a crankshaft pulley bolt, and then use that indicator when torquing the bolt back on after being removed, will the two torque values be the same?
No. If a TTY bolt has been properly installed, it has already been plastically deformed. Reusing it will give inconsistent clamping forces. Also, Repeated loading in the plastic region will lead to unpredictable failure.
[…] For a deeper dive on TTY bolts, check out Ask Away! with Jeff Smith: The The Truth Behind Torque-to-Yield Fasteners and Torque Angle Fastening. […]
Also there are torque to yield bolts that can be used more than once. The idea is that each time to open the bolt there will be residual strain in the bolt.
So we can use the bolt till a time when the added up residual strain does not cross a particular allowed value for that particular material and length of bolt……also in TTY bolts we leave a calculated portion of the bolts length as un-engaged to the mating thread…..he idea being the elongation happens in the unengaged length area….so keeping a longer unengaged length would mean that the overall elongation is distributed over a longer length, hence decreasing the percentage of elongation.
I have recently seen a question show up in some learning material about the use of TTY bolts in truck driveshafts. I doubt the purpose for this as there is no expansion and contraction in driveshafts (not heat). TTY are good for expansion and contraction in cylinder heads and other engine components so the elasticity of the bolt keeps tension on the head other engine components as these components expand and shrink with normal heating and cooling. Hence they are so good with aluminium heads especially.
But why would you use them on driveshafts? They are a critical bolt and they need to maintain tensile strength throughout a lifetime, but would stretch to yield help in this situation?
Hi Mr Smith, I have a problem. I find myself in need of 12mm x 1.5 x 130mm tty head bolts. I used a 12mm tap when cleaning the holes. The bolts are not 12mm. They are 11mm…so I’m in trouble. Can u help?
I would contact ARP for help with this problem. You may need to use a stud in that hole. That would keep it permanently identified.
I require help regarding the subject of TTY head bolts and the issue of whether or not they are employed as a sacrificial part to allow an aluminum cylinder head to warp instead of cracking when clamped to an iron block.
Jeff,
I lost contact with an old friend, editor for Rod & Custom
Mike Breeding , did the two of you ever meet at Peterson
Publishing? and do yo have idea what became of him?
please forward any info you may have to “countofmontecrisco58@gmail.com”
Mat
[…] clamping force. Eventually this can lead to fastener or component failure. For a closer look, check out this article on Torque-to-Yield fasteners by fellow OnAllCylinders contributor, Jeff […]
I never reuse engine bolts. I always replace them with new ARP or a standard engine bolt kit and not torque to yield bolts.
Excellent Article.
I ask your professional question.
Is there anyway to tell if TTY Bolts were used correctly ?
I ask as I had a blown head gasket on my Toyota RAV4.
Repair was done by a workshop, Cylinder head Reconditioned, New radiator etc, A very expensive repair, but after just 10,000 KLM gasket blown again.
No overheating experienced within the 10,000 KLM.
All points I believe to incorrect Tightening Procedure of the TTY Head bolts.
So is there anyway to tell ??. Head has not been removed yet.
Any advice would be much appreciated.
I don’t understand exactly what they mean by the word “yield”. Yield to me means it’s starting to break. What does it mean to the automotive engineers who use the term?
Hello Jeff. I have a 09 Impala with 3500. My question is the factory head bolt spec is 44ft lb plus 140 degrees. Do I split the yield or do it in one shot?
Being I’m old I would set it to 90 then 50 degree. What’s your thoughts.
Thanks Jeff for the information provided in this article. I have been working on cars for nearly 27 years and I got started in the field purely because I could not afford to pay someone else to work on my vehicles. I now own an automotive business and I still learn new things about vehicles all the time including today. Thanks again.
MrCarMagic
So I am a hobbyist, I enjoy rebuilding engines and spending time in my shop. Although though I have now rebuild over 347 small block Chevrolets, about 18 BBC and numerous Fords, and Chrysler engines in the last 50 years with only one failure caused by excessive RPM, I feel I am well versed in fastners and proper assembly procedures. I see the TTY issue as a possible cost cutting measure during manufacture. The torque to yield bolt issue is confusing, is it really better or just a way to sell bolt kits. I am not a mechanical engineer. However I see the need for technology for performace, mileage and emissions, however some design features seem to be overly complicated (Can you say BMW).. On some of the newer LS based engines, I just spend a little more and buy ARP bolts and studs, problem solved and do not have to worry. Money well spent without headaches or worry. Just my opinion.
Interesting topic
There is no such thing as tty bolts;to yield is to start breaking
They are TTA, torque to angle bolts, as well explained already
That is because of bad mechanics; the same with spring hose clamps
In formula 1, bolts are tightenned, not torqued,and an indicator is used to indicate elongation;a bolt MUST become a spring,otherwise it is a dead weight… if it has left the elastic zone, it is nearly defunct!!
Now, if you READ lots of car repair manuals from factory,many will tell you HOW to check head bolts to KNOW IF you can reuse them; yes, the factory tells you that you CAN re-used head bolts; i read,and i KNOW how to check them,and i get VERY lucky with my repairs,always have;
Suffice it to say that you can re-used them IF they are exactly AT the original length,NOT stretched;
Many ways to check that, but do EVER check the threads(the aired portion…) either with a thread gauge or against another like bolt on the portion that is engaged,therefore unchanged;you will be AMAZED when you see elongated threads,so junk… but only a trained eye can see it just by looking,use another like bolt, its good threaded portion
I do repair cars and its engines for a living, for over 40 years.
interesting article on TTY bolts,but you keep referring to torque in”ft-lbs” ,this is actually a measure of WORK done .The correct unit is actually “lbs.ft”