Editor’s Note: We’re back with Part Two of Project LS Next, a 440 cubic inch LS engine based on Dart’s LS Next iron block and built by Mike Mavrigian at Birchwood Automotive.
In Part One, we covered the block prep, the rotating assembly, and camshaft installation. This round is devoted to the oiling systems, valvetrain, and ancillaries like the harmonic damper, front and rear covers, and water pump.































Oil Pump
Per Dick Maskin at Dart, using the original red pressure spring in our Melling oil pump would likely result in higher than required oil pressure, due to the efficiency of the block’s oiling system. We swapped out the red spring with the lower-pressure blue spring that came with the pump.
On a factory GM LS block, the four oil pump mounting holes are 8 x 1.25 x 30mm. The mounting holes on our Dart block are only 25mm. Unless you tap the holes deeper, 30mm bolts may bottom out before the pump is fully mated to the block. The oil pickup secures to the oil pump outlet with a single 6mm bolt and is sealed with a supplied O-ring. The pickup tube is secured to one of the main cap bolt locations.
Engine Covers
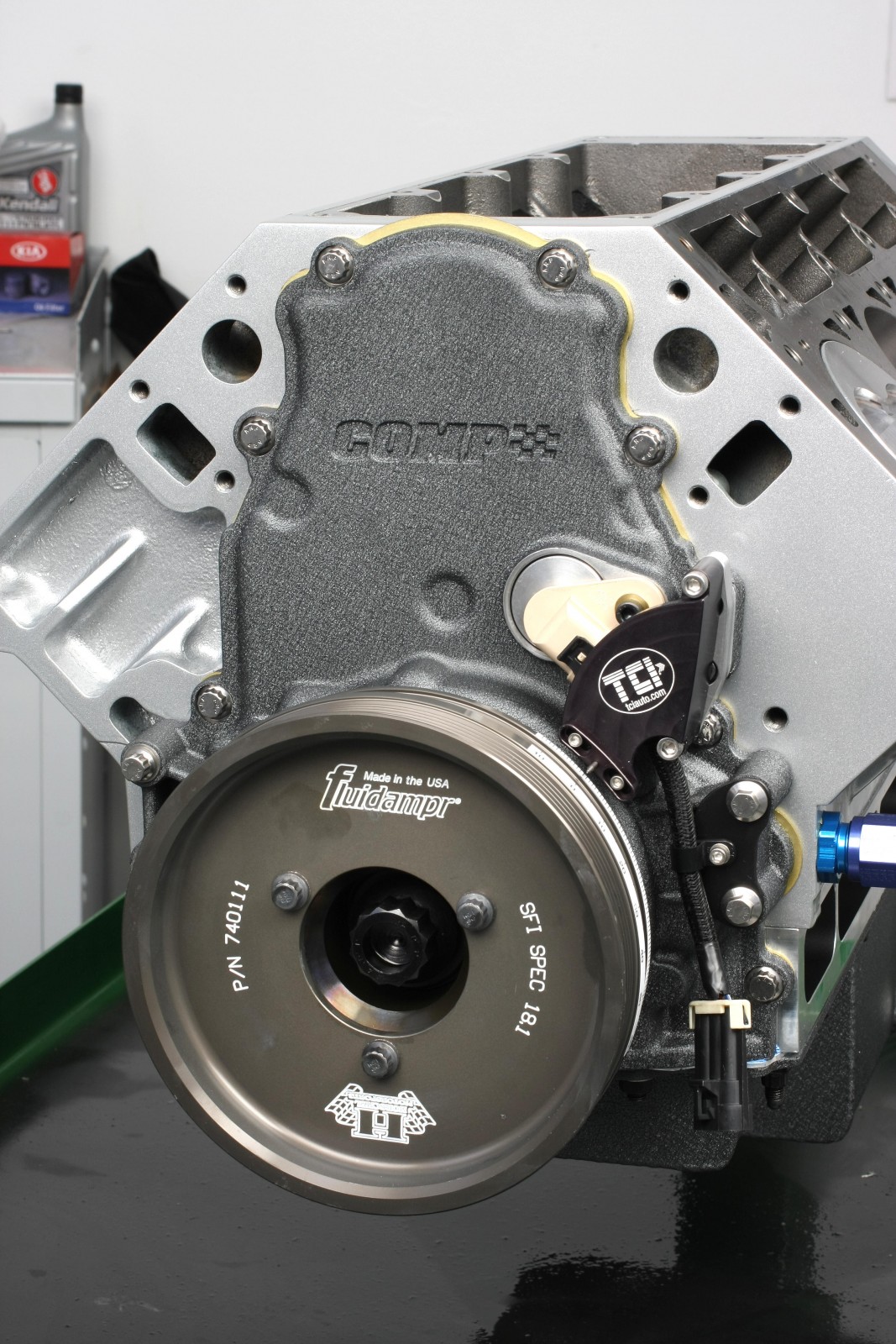
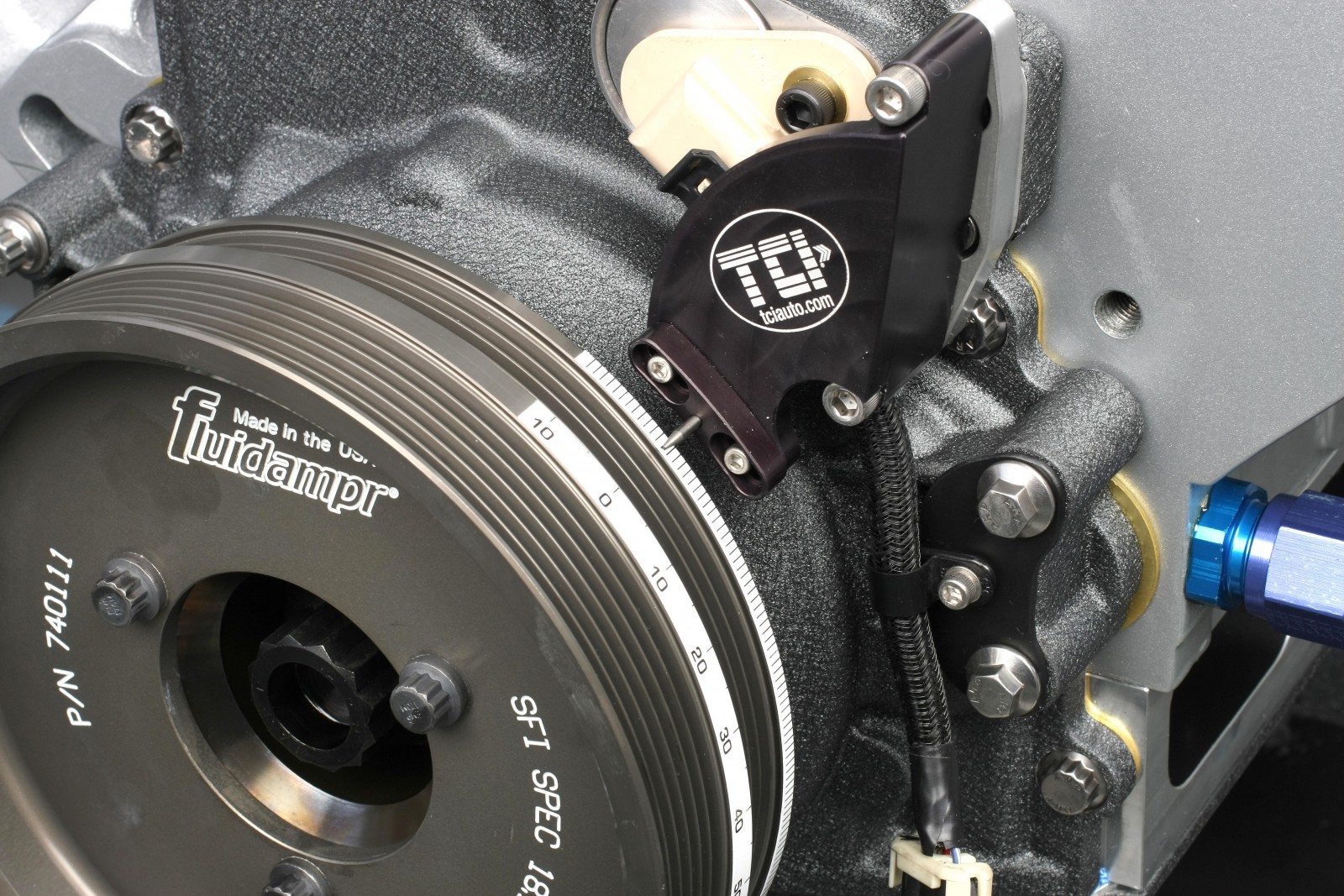
We’re using a stock GM rear cover and a COMP Cams LS cover. The COMP cover is deeper for added clearance and has provisions for mounting a timing pointer (your choice left or right side). We installed a TCI timing pointer marked for a big block Chevy using the cover’s threaded stanchions and the included adapter. The stanchion can also be used to mount a crank trigger ignition pickup.
The cover comes with an insert for a front-mount cam sensor. A blockoff plug is included if you are using a rear-mount cam sensor. The insert has an offset sensor hole to accommodate a standard location or a raised cam block. For a standard block, install the insert with hole at the six o’clock position. If you’re dealing with a raised-cam block, orient the fitting with the sensor hole straight up at 12 o’clock.
We removed the camshaft position sensor wire harness from the factory bracket. We fabricated an aluminum bracket that bolts to the left side of the front cover with a pair of 3/8-16 x 1/2 inch bolts. A small Adel clamp on the bracket secures the lower section of the cam sensor harness. All the wires were covered with a black sheath.
We decided to have the front cover, rear cover, and the Moroso oil pan powdercoated in a dark charcoal wrinkle finish. The engine covers were secured with ARP polished 12-point fasteners and Victor-Reinz gaskets. The bolt holes in the gaskets feature bead-formed seals that grip the bolt threads, making it easier to keep the gaskets aligned with the covers.
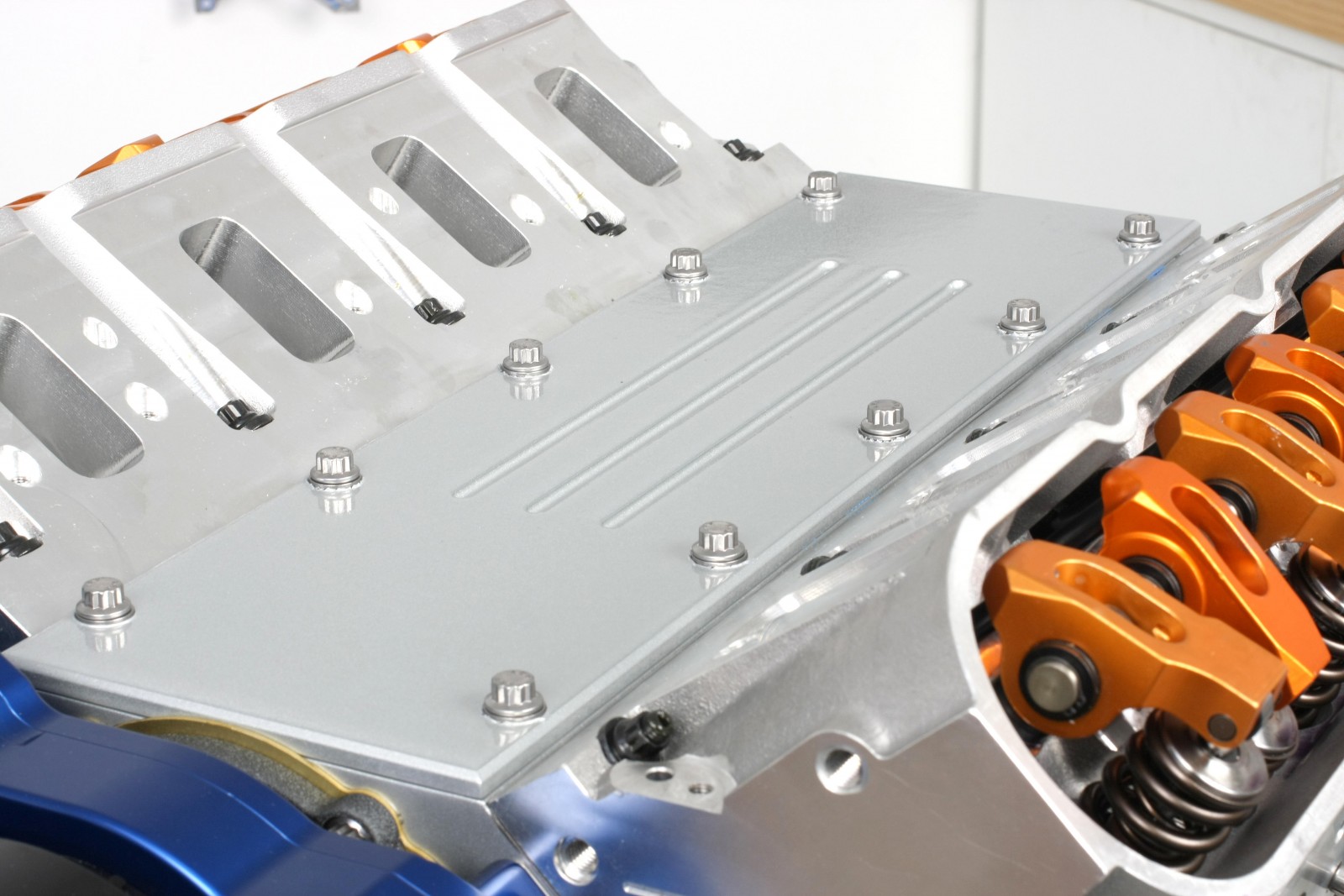
Instead of using an ugly GM stock valley cover, we had one fabricated at a local CNC shop from 0.250-inch thick 6061 aluminum. We initially planned to have the valley cover powdercoated like the other covers, but decided to paint it to match the block. Since we’re using 23-bolt cylinder heads, the cover goes on after the heads. We’ll need access to install and tighten the four inboard stud nuts.
Oil Pan
The Moroso oil pan kit is designed specifically for the Dart LS Next block. It includes a steel oil pan with windage tray and a pair of billet aluminum pan rail spacers. The spacers attach to the block’s pan rail, and the oil pan seals against the spacers and bottoms of the front and rear covers with an OE style oil pan gasket. A dab of RTV is recommended at each oil pan gasket corner.
Strips of O-ring material seal the the spacers to the block. Be sure to fully seat the material into the spacer grooves. If you don’t, the rails will stick up too far from the block and will make aligning the front and rear covers difficult. The pan was a drop-on fit, with all stud holes perfectly aligned.
Moroso makes an oil pump pickup just for the LS Next block/oil pan combo. The pickup secures to the oil pump inlet port (normal LS design), and the pickup tube secures to one of the main cap studs.
Neither the block or the oil pan has a provision for a dipstick. You have to drill an angled hole on the passenger side of the pan sump wall and weld in a 0.710-inch O.D. steel bung with a 1/4-inch NPT female thread at the outer end to accept a dipstick tube. Moroso offers a dipstick kit that includes this bung and a flexible braided dipstick tube that features a 1/4-inch NPT male fitting.
We mocked up the spacer rails, oil pump, and pickup to make sure the dipstick would not interfere with the pan’s cross brace or the pickup tube. We welded the bung on the right side wall of the pan sump at about a 45 degree angle, immediately forward of number 4 main cap and as close to the outer edge of the pan rail as possible.
The only clearance issue we found was when rotating the crank, three rod bolts very lightly scraped against the passenger side of the pan’s windage tray. We bent the edge of the tray towards the bottom of the pan to eliminate the interference.
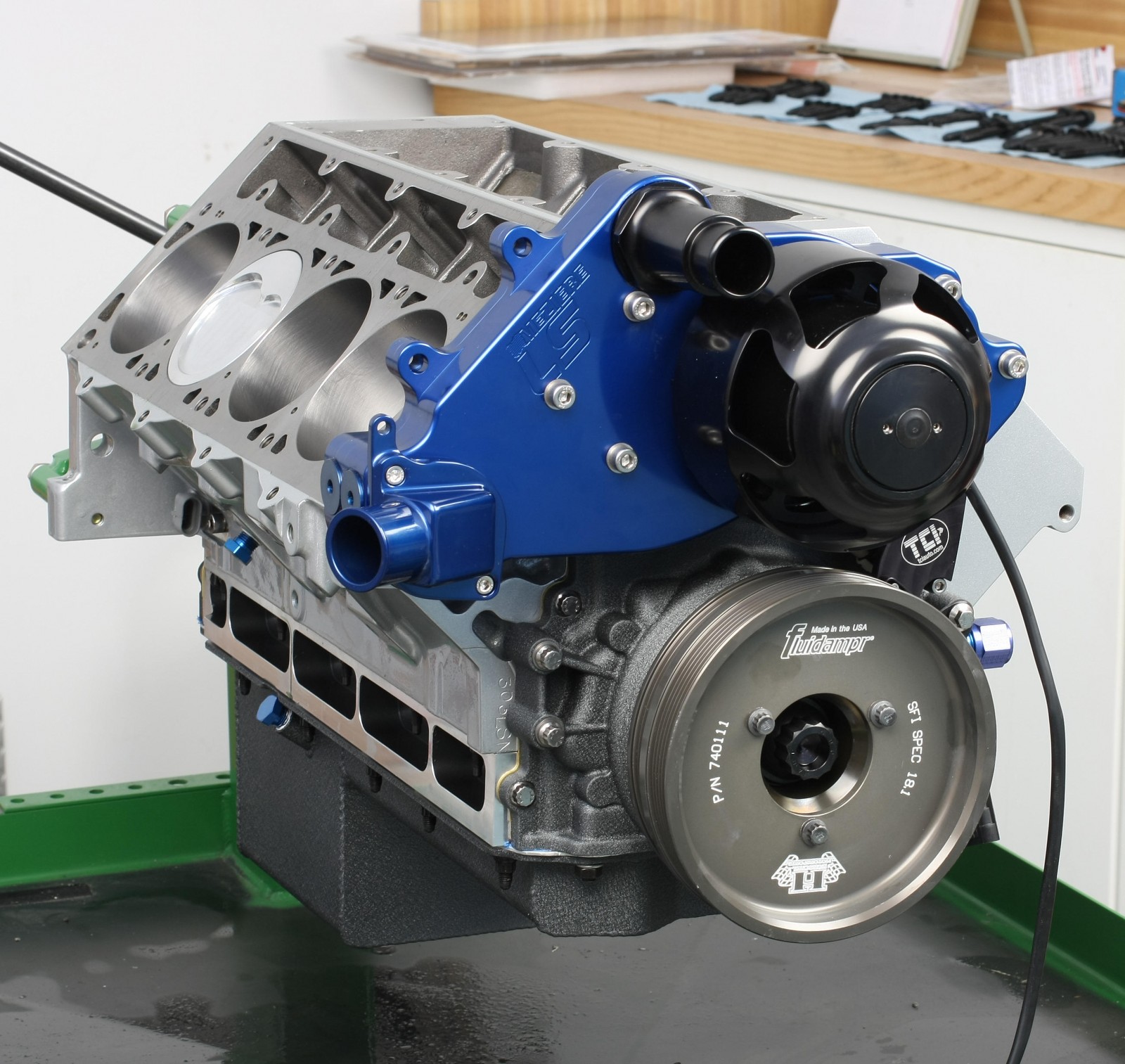
Water Pump
Our blue anodized Meziere billet aluminum pump is flow rated at a stout 55 gpm and has a high flow idler for serpentine belt applications. The bottom left rear of the water pump main body hits the front cover’s cam sensor boss at about the 11-o’clock position. The pump is designed to clear an OEM front cover, but the COMP cover was designed to work with an OE pump and is a bit thicker in this area. No big deal—you can either lightly chamfer the edge of the boss on the cover or the contact edge on the pump
Make sure the water pump’s wire harness is not routed directly against the cam sensor harness to avoid any radio frequency interference with the cam sensor.
Harmonic Damper
Our 7.5-inch diameter Fluidampr harmonic damper came without a keyway. It is an interference fit (approximately 0.0016-inch). We applied a light film of anti-seize to the damper bore and drew the damper onto the crank snout using a fabricated installation tool. An ARP crank bolt torqued to 235 ft.-lbs. secured the damper.
Prior to cylinder head installation, we created a timing reference by applying MSD timing tape to the center smooth surface on the damper between the front and rear belt ribs, then adjusting the timing pointer to zero at TDC with number one piston at TDC on compression stroke.
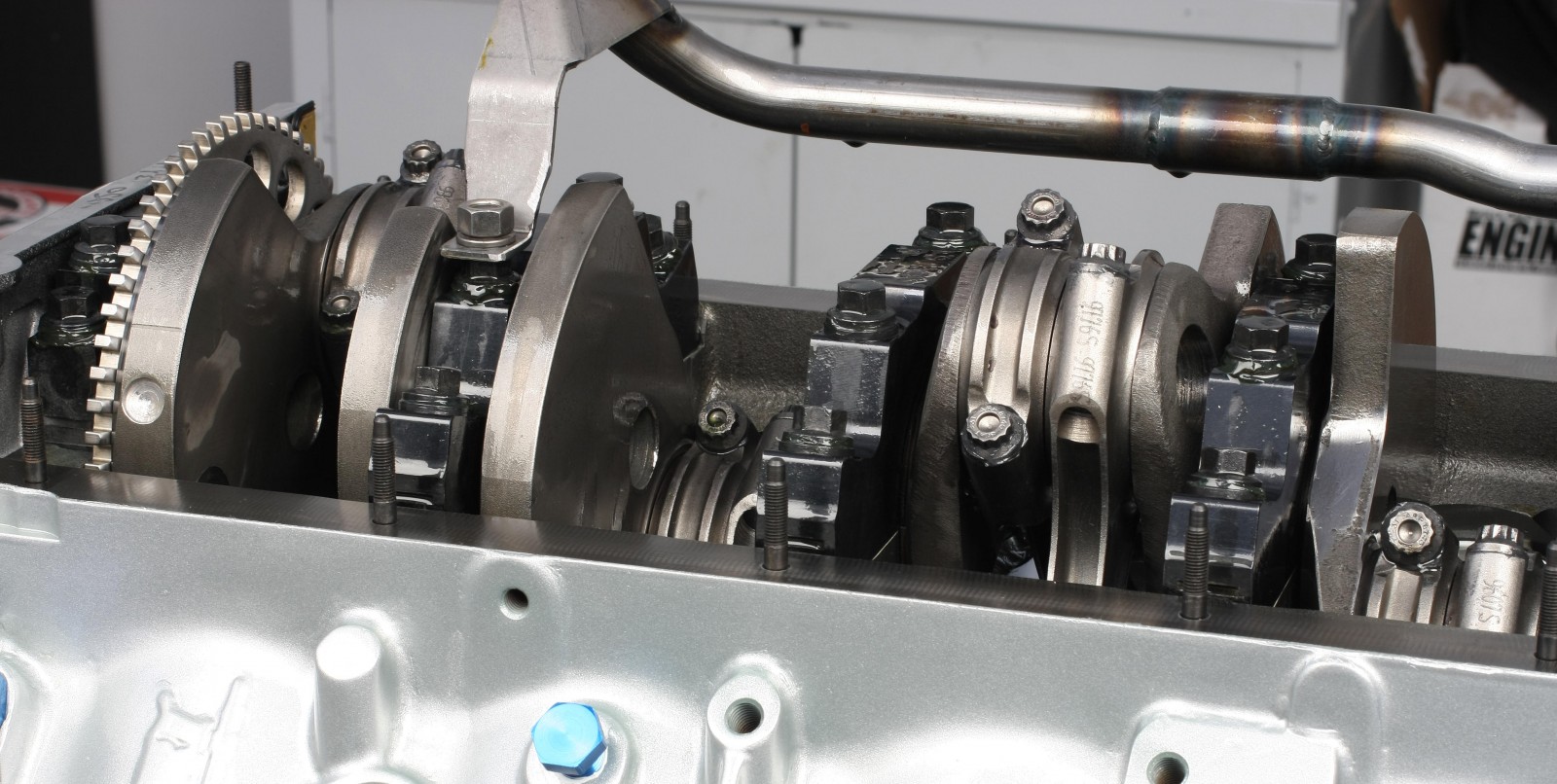
Lifters
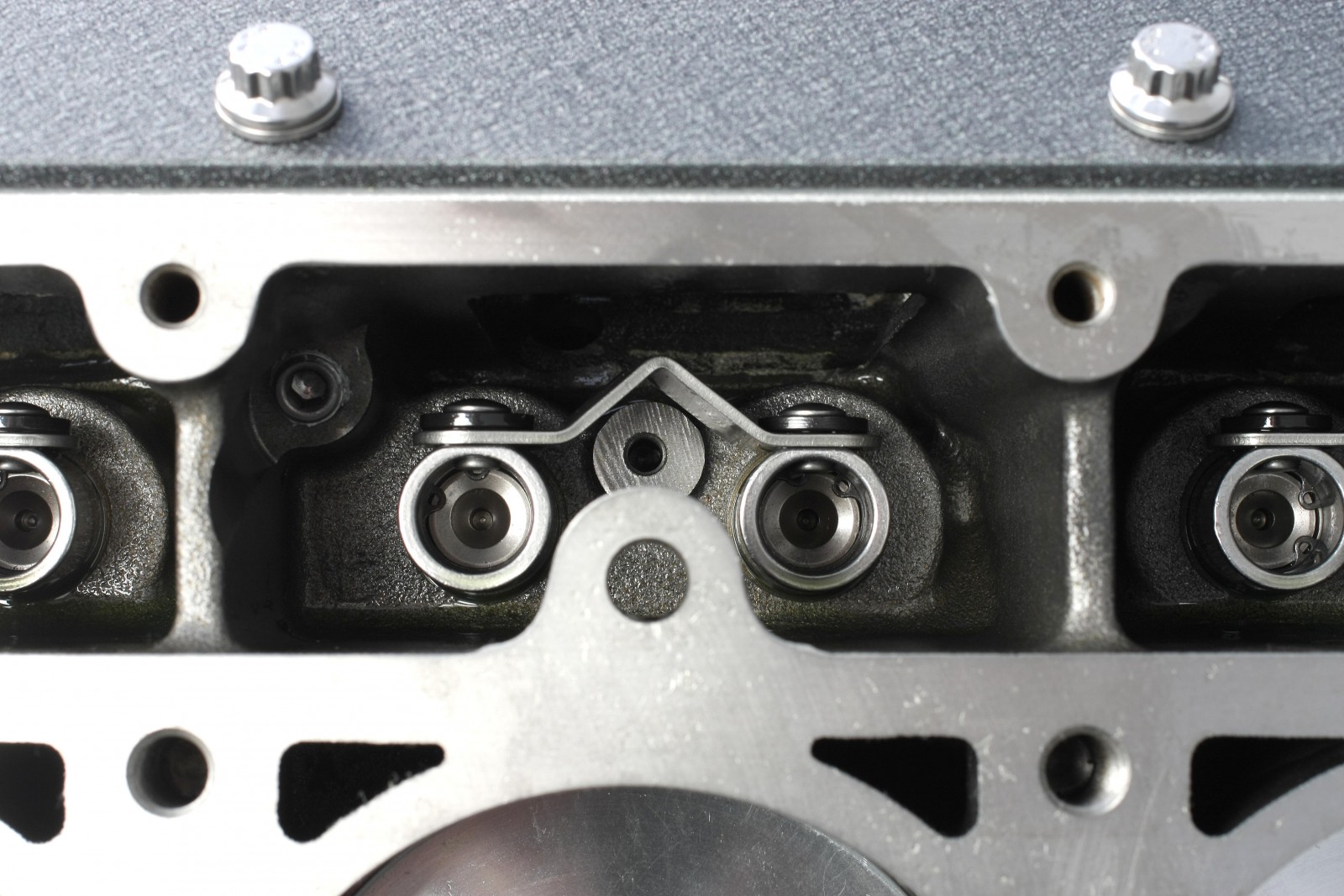
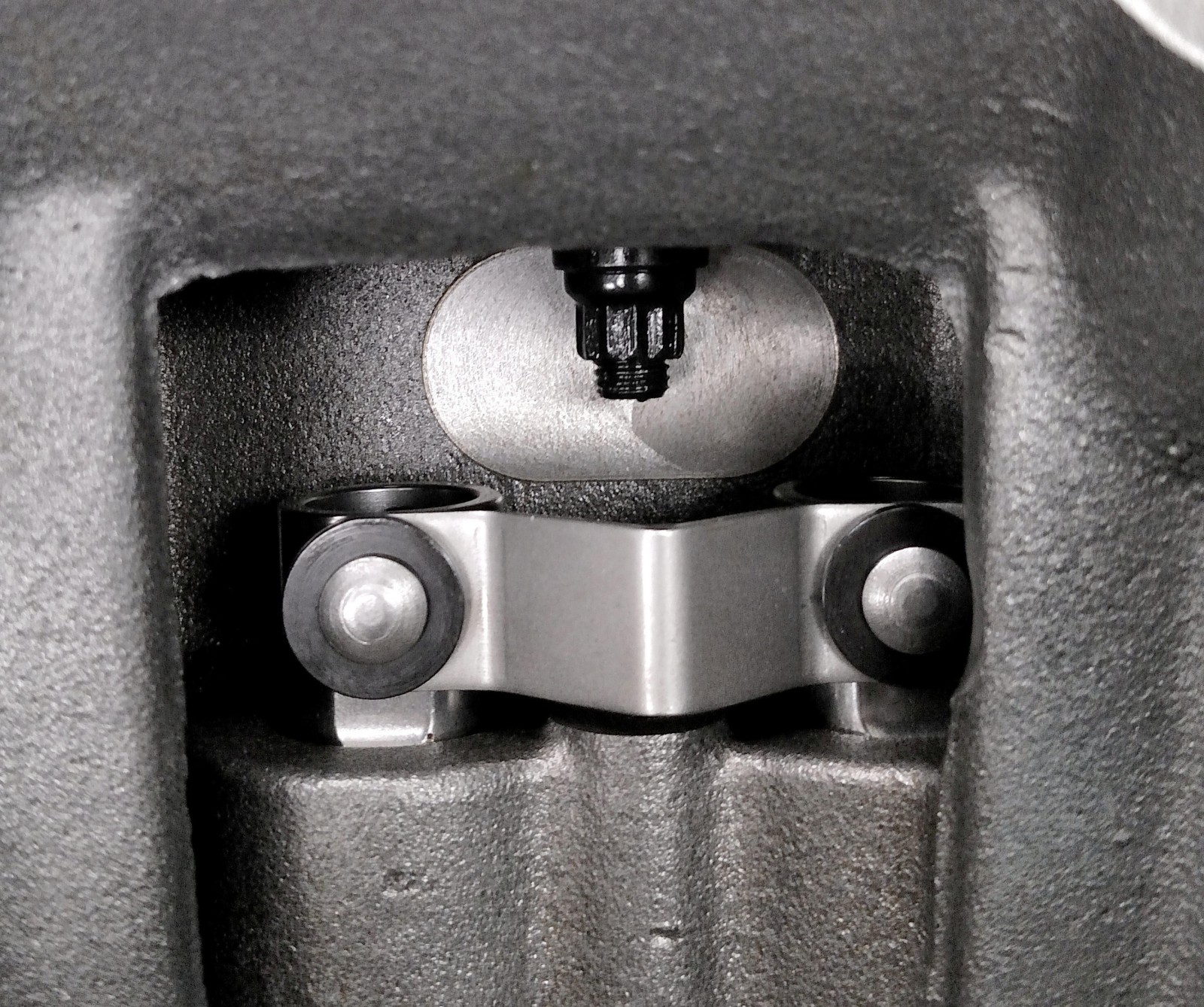
The Dart LS Next block is designed for the 6-bolt head pattern. This features a drilled boss that protrudes into the center of each lifter well area. If you plan to use tie bar lifters, the tie bar must feature a “V” bend that clears the extra four cylinder head studs at each bank. We opted for hydraulic roller lifters with a V-style tie bar design. These lifters drop in as a pair, with the tie bar serving to maintain lifter orientation.
An alternative to aftermarket hydraulic roller lifters is Chevrolet Performance’s hydraulic racing lifter, often referred to as the “Caddy” lifters. You’ll need to use GM LSX lifter retainers. These are short composite lifter guides, one for each pair of lifters. The Dart block already features 6mm x 1.0 threaded holes to secure these guides.
Another option is Jesel’s solid roller lifter system for Dart LS Next or LSX applications. It features an integrated “dog bone” guide bar that engages a pair of lifters. A center hole in the guide mates to the existing 6mm x 1.0 hole in each cylinder’s lifter area.
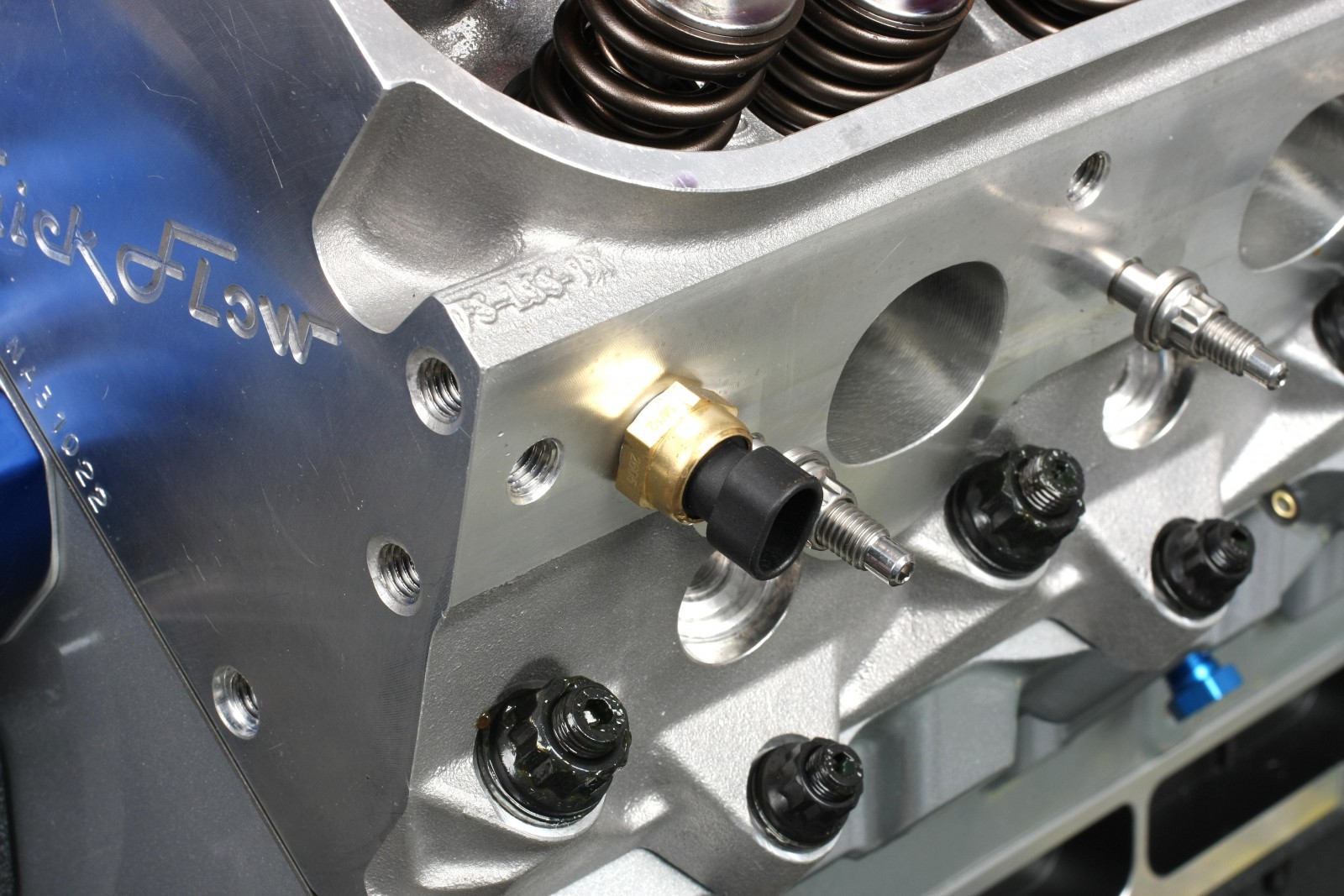
Cylinder Heads
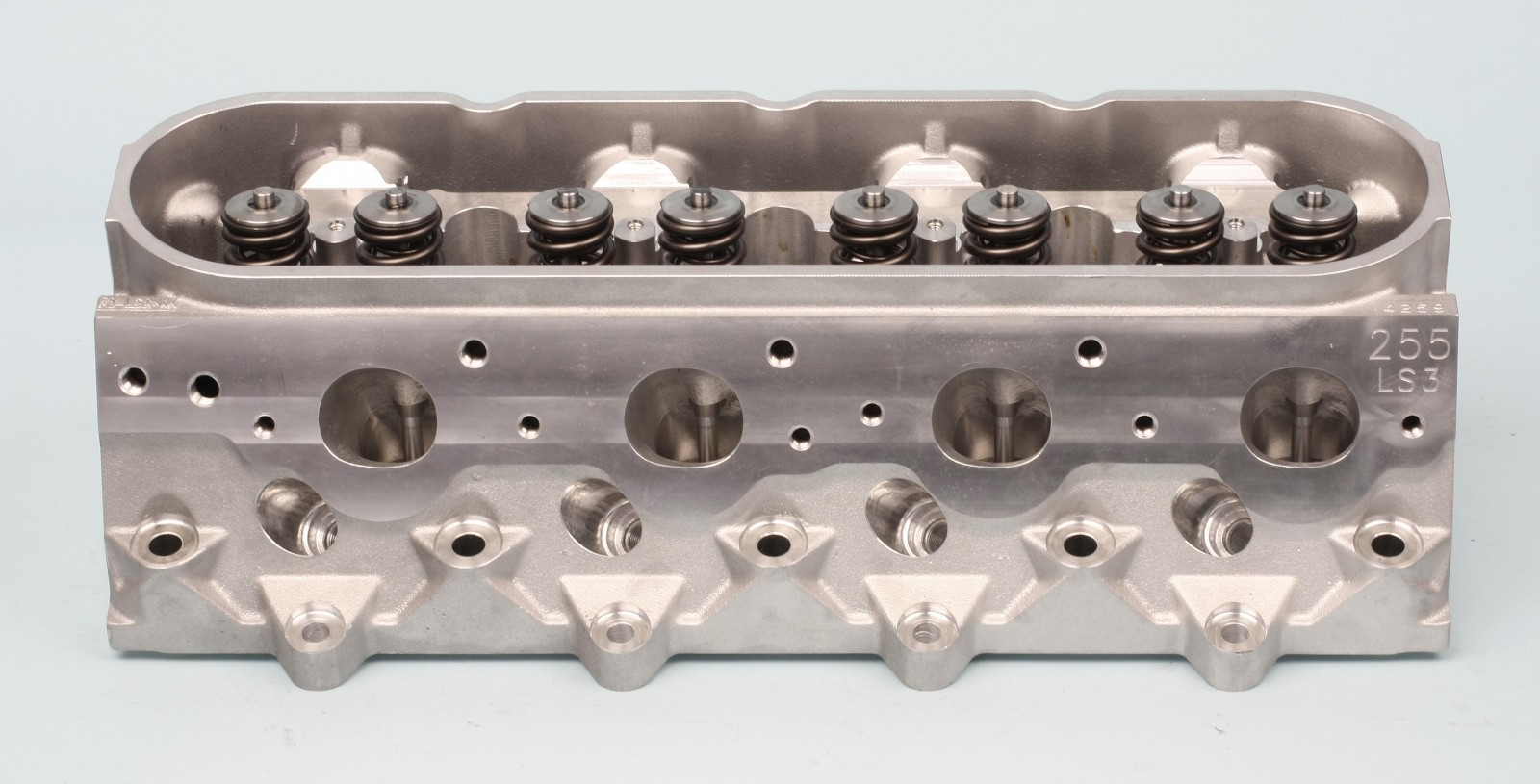
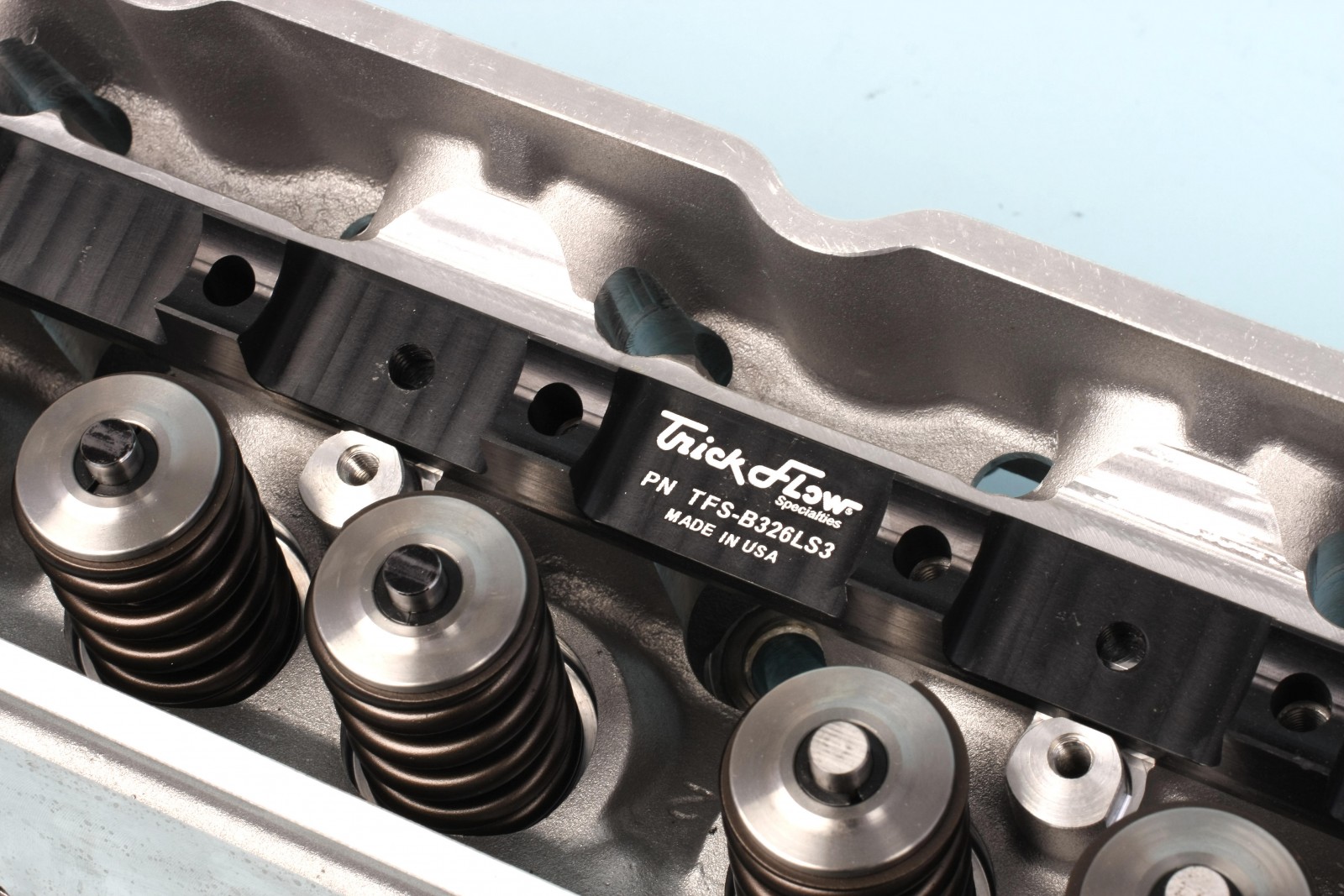
Our cylinder head manufacturer of choice for any LS engine has always been Trick Flow Specialties. For this build, we chose Trick Flow’s GenX® 255 heads. The LS3 style heads have rectangular intake ports and feature:
- CNC competition ported 255cc intake and 87cc exhaust runners
- 69cc CNC combustion chambers
- 1.300-inch, 448-pound dual valve springs good to .850-inch valve lift
ARP offers a cylinder head stud kit specific to the 23-bolt LS Next application. When test fitting the Trick Flow heads, we discovered the four outboard bolt holes on the heads were 0.350-inch in diameter, likely to accommodate OE- size 8mm bolts on a GM factory LSX block. To use the required 3/8-16 ARP studs for the Dart block, we enlarged and chamfered these four holes on each head to 0.390-inch, more than enough for the 3/8-inch studs that the Dart block requires.
Dart’s Dick Maskin recommends following these steps when installing heads on an LS Next block:
- Test-fit all 7/16-inch head studs to check thread depth engagement. If the unthreaded portion of the stud meets the deck surface, it can create excess stress as the stud is forced into the deck. Drop a 1/16 to 3/16-inch diameter ball bearing into the stud hole to achieve proper stud depth. The goal is to make sure that the threaded part of the stud doesn’t engage at or deeper than the block deck surface.
- Soak the upper fine threads of the 7/16-inch studs in muriatic acid (hydrochloric acid) to remove the black coating. Dick Maskin told me the coating can affect the torque value when installing the studs.
- When using MLS cylinder head gaskets, apply a thin coat of Loctite 30544 spray adhesive to both sides of the gaskets. This will fill any tiny voids or surface imperfections and provide a tight seal
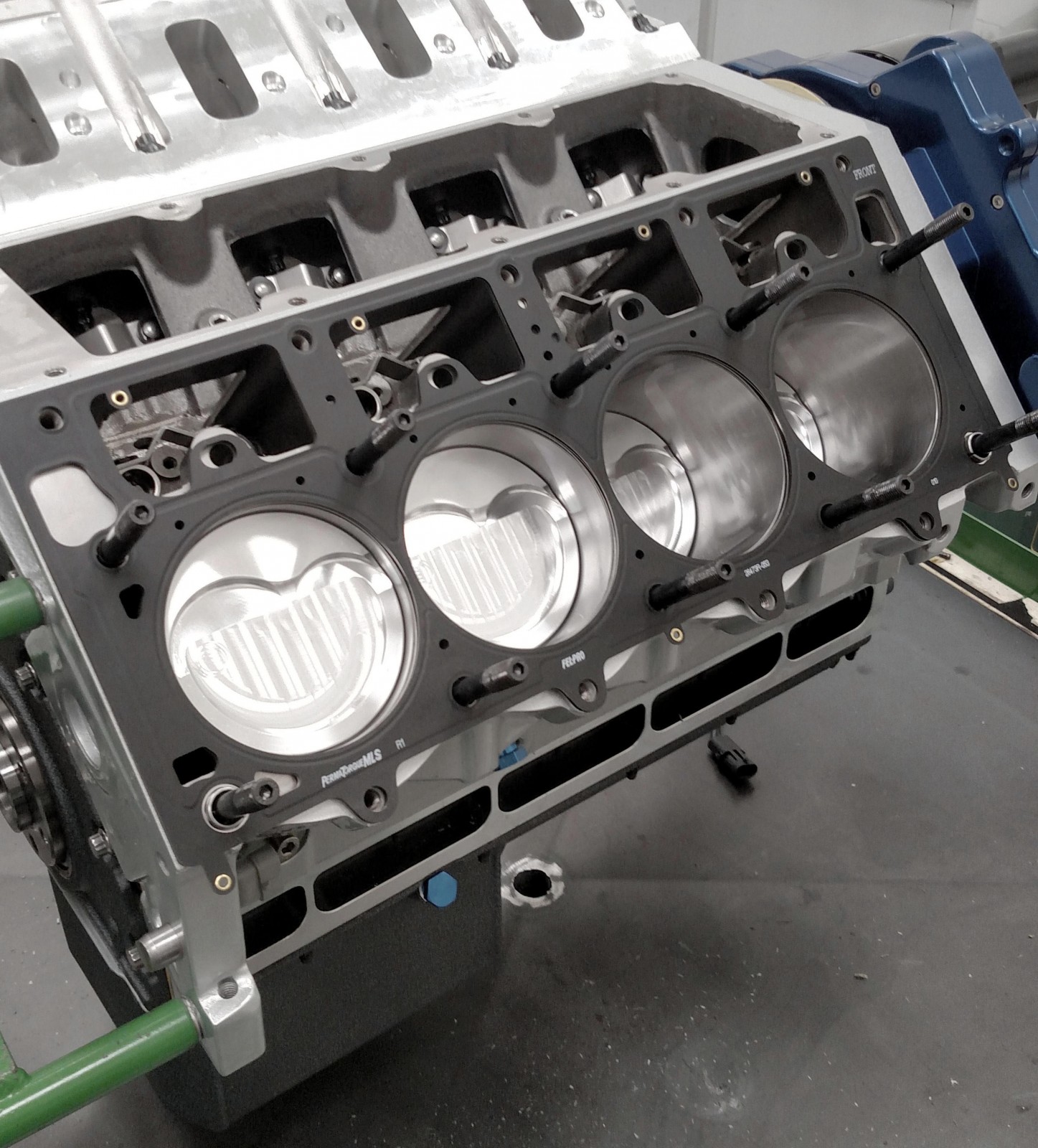
The head gaskets are directional. Our Fel-Pro MLS gaskets are clearly labeled “FRONT.” Position each gasket so that this label is facing upwards and toward the front of the block
Once the head is on the block, install all studs finger-tight. Install the shouldered washers and nuts to the four outboard studs and make sure the shouldered washers are fully seated. This ensures all fasteners align with their holes.
Here are Dart’s recommended torque values for the head studs:
7/16 inch: 75 ft.-lbs.
3/8 inch: 35 ft.-lbs.
8mm: 22 ft.-lbs.
We started the torquing sequence with the 7/16-inch studs. Per Dick Maskin’s advice, we followed this torque procedure for the nuts:
- Torque nuts to 40 ft.-lbs,, then 50 ft.-lbs., then 75 ft.-lbs. in proper sequence
- Wait 5 minutes, then completely loosen the nuts
- Torque nuts to 75 ft.-lbs.
- Loosen the nuts completely, then do final torque to 75 ft.-lbs.
We did the outboard studs next. We torqued the 3/8-inch stud nuts to 35 ft.-lbs. and the 8mm stud nuts to 22 ft.-lbs.
Installing shouldered washers and torquing the nuts onto the four inboard head stud locations takes a bit of patience due to limited finger access in the lifter valley windows. To make installation easier, we rotated the engine block so the head deck was perpendicular to the floor and the lifters parallel to the floor. This makes access a bit easier. We used a hemostat to slip the shouldered washers onto the studs, making sure the shoulder registers into the hole. We also used the hemostat to locate the nut, then gingerly rotated the nut onto each stud with one finger.
Rocker Arms
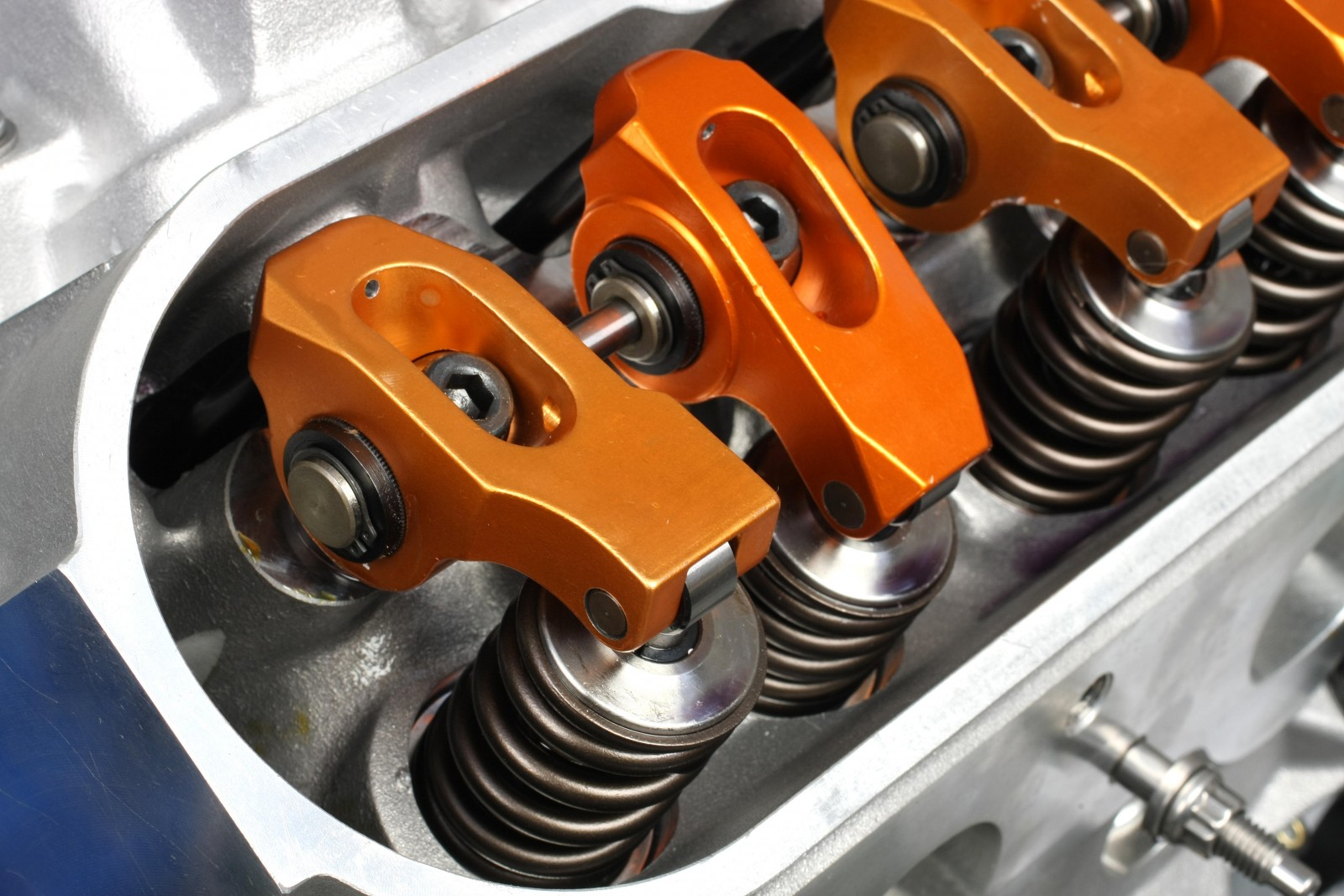
Randy Becker from Harland Sharp visited my shop with rocker arms, pedestals, and shims to determine the optimum setup for the Trick Flow L92/LS3 heads. The machined billet rocker arms feature a 1.7:1 ratio. After a bit of test fitting, Randy determined that the rockers require a pedestal height of 0.0700-inch to get the proper sweep contact between the rocker roller tip and the valve tips. He then machined a set of pedestals to the required height. The supplied 8mm socket head cap screws were torqued to 22 ft.-lbs.
Since the threaded intake rocker arm holes in the cylinder heads are open to intake ports, the rocker bolt threads must be coated with a sealing compound such as Teflon® thread paste.
Pushrods
Trick Flow recommends a 7.700-inch long pushrod for its GenX 255 heads, but we always measure to verify length. We swapped out the left cylinder head’s #1 intake and exhaust springs for light checking springs and brought #1 piston up to TDC. Using an adjustable checking pushrod and a pair of our Harland Sharp roller rockers, pushrod length measured 7.649-inch at zero lash. The pushrod manufacturer recommends a lifter preload of 0.045-0.050 inch, so maximum pushrod length will be 7.699-inch. Since pushrods are available in increments of 0.025-inch, we ordered a set of 7.700-inch, 5/16-inch chromoly pushrods.
In the final installment of Project LS Next, we’ll be installing the Holley induction system and MSD ignition, then it’s off to the dyno to see what this pile of parts is worth in the horsepower department.
It’ll be a knuckle-biter.
Comments