 Back in 2012, the Summit Racing SuperSeries Top Class Champion won a brand new American Racing Cars dragster with a 565 cubic inch big block Chevy built by Trick Flow Specialties.
Back in 2012, the Summit Racing SuperSeries Top Class Champion won a brand new American Racing Cars dragster with a 565 cubic inch big block Chevy built by Trick Flow Specialties.
While Trick Flow is best known for developing cylinder heads for high performance street and race use, Trick Flow also knows a thing or two about building engines. Over the years, they’ve put together hundreds of engines ranging from docile small block Chevys to blown LS motors, torque monster big block Fords and Chevys, and everything in between. Simply put, a Trick Flow-built engine makes solid, reliable horsepower.
To prove the point, Trick Flow manager Mike Downs invited us to document the assembly and dyno testing of the 565 Chevy for the giveaway dragster. In this installment, we’ll take a look at the short block assembly.
Why a 565?
With a large 4.600-inch bore, 4.250-inch stroke, and a 6.535-inch rod, the 565 can make large amounts of horsepower and torque, yet uses readily available parts and requires minimal machine work. Better, yet, the 565 is adaptable to many IHRA sportsman and bracket classes.
The Parts
Here are the building blocks for the engine:
Dart Big M Engine Block: The Big M is one of the strongest blocks available for big Chevys. The cast iron engine block has race-ready features like scalloped outer water jacket walls to improve coolant flow around the cylinder barrels, four-bolt billet steel main caps with splayed outer bolts, a true priority main oil system, a stepped main oil gallery to increase oil flow to the crank at high rpm, and lifter valley head stud bosses to prevent blown head gaskets.
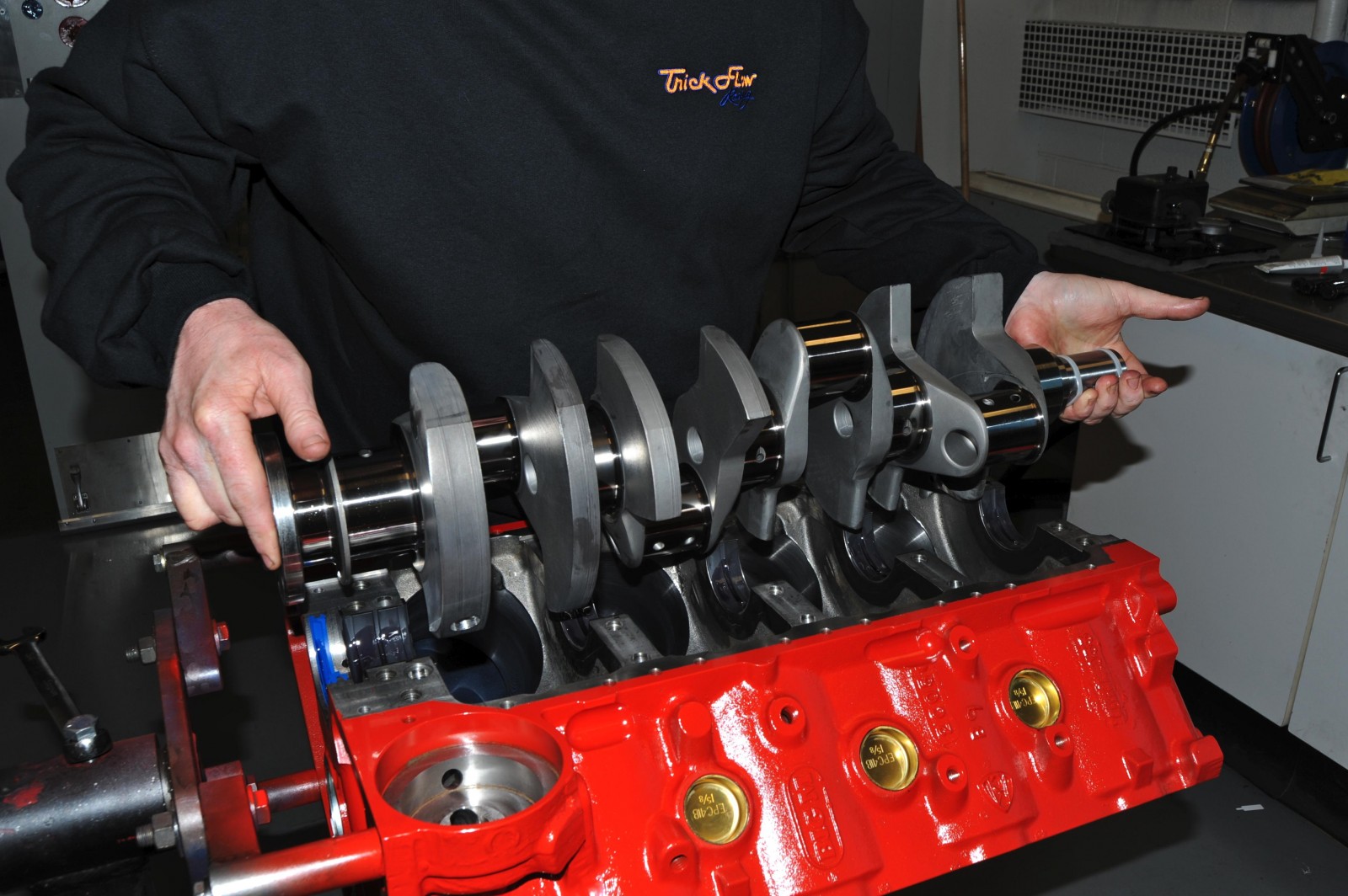
Callies Magnum Crankshaft: Manufactured from 4340 steel, the forged crankshaft is given multiple heat treatments for unsurpassed wear and strength characteristics. The 4.250-inch stroke crank has gundrilled mains and fully profiled counterweights.
JE Pistons Forged Pistons and Rings: These forged pistons have a 46cc dome with two valve reliefs, vertical gas ports, and an oil rail support. The ring pack consists of .043-inch plasma-moly coated ductile iron top rings, .043-inch phosphate-coated iron secondary rings, and a low-tension 3mm oil ring.
Manley Connecting Rods: These 6.535-inch H-beam connecting rods are made from forged 4340 steel alloy and are fully machined, stress relieved, and magnafluxed. Each rod set is weight-matched to within 2 grams and come with ARP cap screw rod bolts.
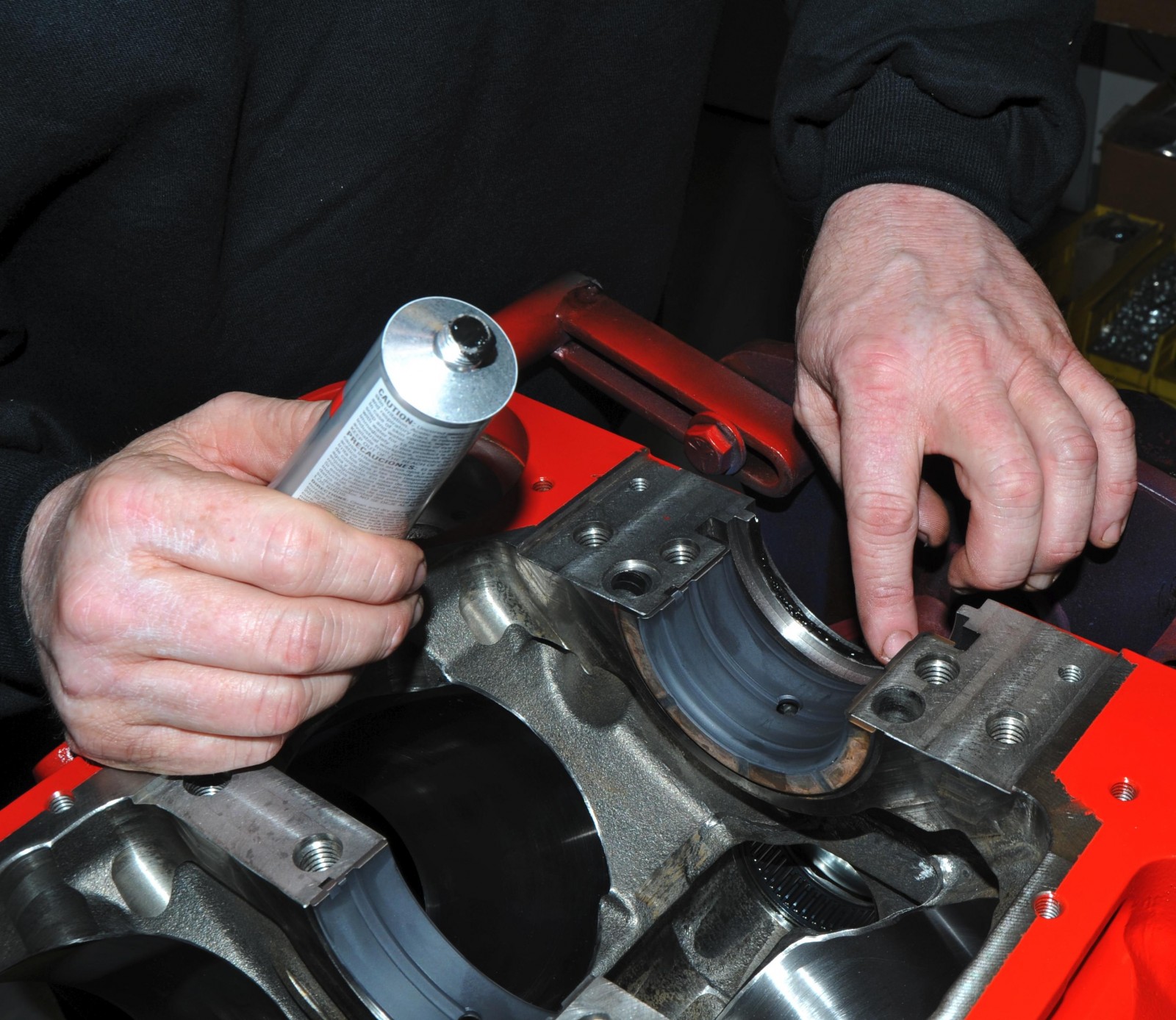
Clevite H-Series Main and Rod Bearings: The main bearings have Clevite’s exclusive TriArmor coating that offers extraordinary protection and lubricity. The bearings have enlarged chamfers at the sides for greater crank-fillet clearance and are made without flash plating for better seating.
Dart Roller Cam Bearings: These bearings can handle large amounts of spring pressure, decrease power-robbing friction, and hold closer oil tolerances. The bearings are steel jacketed and encapsulated for ease of installation.
COMP Cams Roller Camshaft: Ground specifically for this engine, the cam has 283-degree/296-degree duration @ .050 and .824/.785 inches of lift with a 1.7 ratio rocker arm.
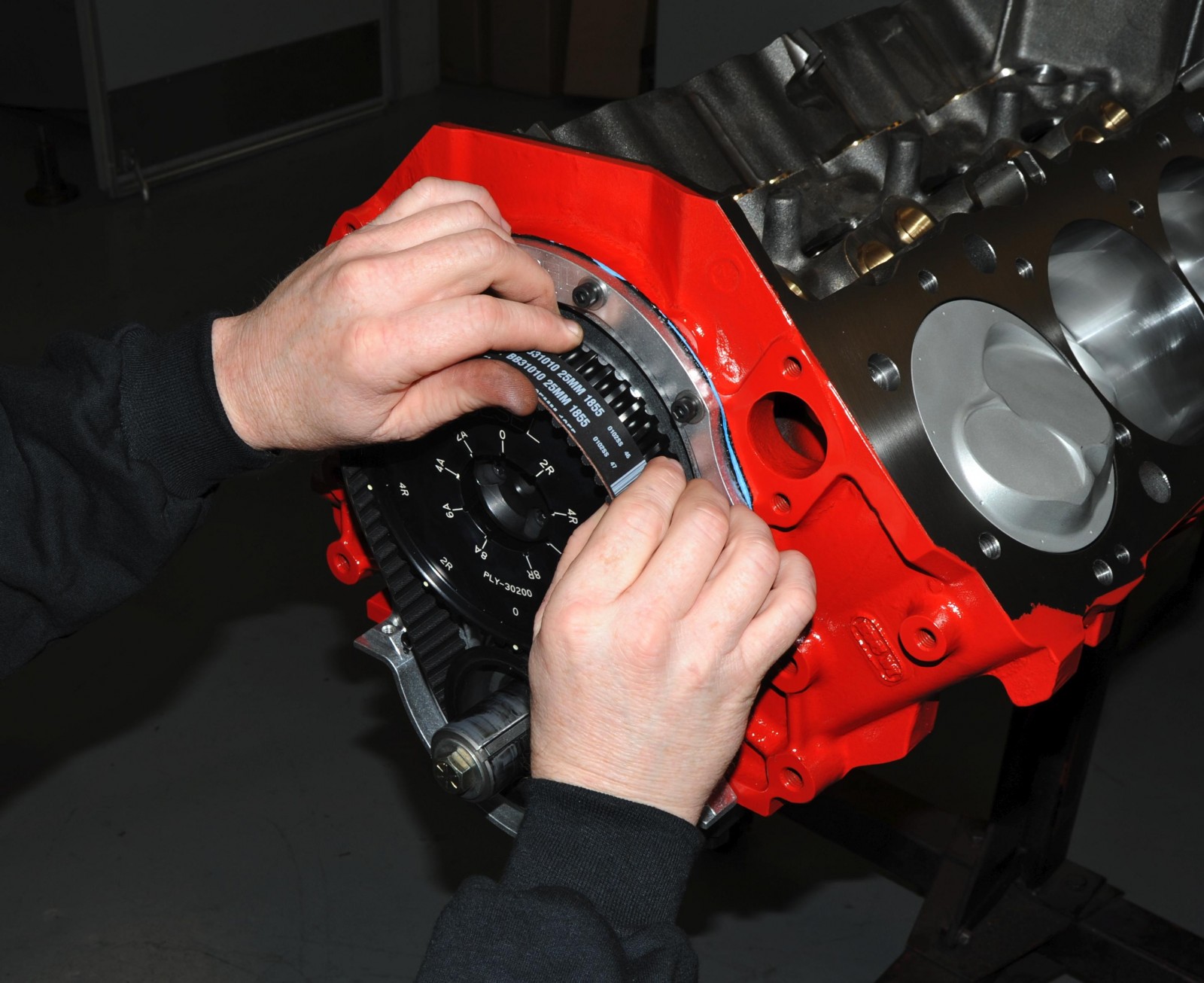
Jesel Belt Drive: The two-piece camshaft belt drive reduces the amount of harmonics being transferred to the camshaft. That means rock-solid cam timing compared to a timing chain or gear drive. It also has an external cam timing adjustment feature that allows you to accurately set cam timing.
Assembly
There are no special tricks or double-secret procedures to building a reliable race engine. It’s all about taking your time, keeping things clean and well lubricated, and most importantly, measuring everything–twice if you have to. Follow along as Trick Flow’s engine builder and tuner Todd Hodges puts together our short block.



































Parts List
DRT-31273644: Dart Big M Bare Block
CPI-BBP42B-MG: Callies Magnum Crankshaft
JEP-243331-8: JE Pistons Forged Pistons, set of 8
JEP-J7700846005: JE Pistons Piston Ring Set
MAN-14066R-8: Manley H-Beam Steel Connecting Rods, set of 8
CLE-MS829-HK; Clevite H-Series Main Bearing Set
CLE-CB743HXN: Clevite H-Series Rod Bearing, each
DRT-32220042-5: Roller Cam Bearing Set
CCA-11-000-14: COMP Cams Mechanical Roller Camshaft
JES-KBD-38200: Jesel Belt Drive System
Next Installment
In the next episode, we’ll be looking at the cylinder heads, valvetrain, and final assembly of the 565. And just wait ‘til you see those heads–you’re gonna be impressed! In Part 3, you’ll see the finished product and dyno results.
tres beaux produit, very cool stuf.
[…] our first Top Class 565 post, we outlined the short block assembly for the 565 cubic inch big block that will be part of the […]
good engine
would want to no more on this build and if there is any more build that are better then this one with fuel injection
You can get more information on this build by contacting the builders over at Trick Flow: 330-630-1555